全球智能制造工厂
自动化包装设备服务商
服务热线电话
13609782222

全球智能制造工厂
自动化包装设备服务商
服务热线电话
13609782222

服务热线:400-637-9989
销售咨询:13609782222
技术支持:13922428808
地 址:广州市白云区白云湖街大朗北路十五社自编68号A区一楼

激光机运用在木料切割与雕刻:高速分页机木板雕刻主要应用在模切板、木板模型、木皮拼花、衣架雕刻、木制相框等等。木板材料有夹板、实心木板、中密度纤维板,高速分页机价格目前应用切割最多的是夹板。一般夹板区分3mm、5mm、7mm这些都能切割,正常3mm夹板样速度在1.2米/分能切穿,有些实心板可切10mm。具体情况看材料而定。6mm模切板切割时最好使用63.5mm聚焦镜,速度在0.2-0.4米/分,光强为75-80%,加上大气泵或者空压机,效果更理想。木板模型切割一般厚度为3 mm以下,一般速度是0.5-1.2米/分。木皮拼花切割一般配双聚焦镜,要求高的客户,尽量选用射频管。因为射频管光斑细腻,、切缝细小。衣架雕刻-进行雕刻时最好选用小面积雕刻机。木板雕刻根据图形的大小 ,要求效果而设定机速度。有的客户要雕得更黑,可选择离焦雕刻。气泵大小影响到烧焦程度。烫钻模板的切割与雕刻,烫钻模板五花八门常用材料有,切割用:烫钻纸,雕刻用(密度板)或薄亚克力,烫钻纸切割一般采用50mm聚焦镜,开启吹气和吸风,将纸板平整的吸附于蜂窝上,对切割参数和加工工艺没有什么特殊要求,由于切割部位图形不会太大,速度一般为0.5-3.5米/分,光强度值一般为18-40左右,尽可能加大吹气,减轻切口边缘的变色情况。烫钻板雕刻速度在10米/分,光强35%,分辨率在600 dpi以上。具体要看烫钻大小,烫钻越大,烫钻厚度也厚,烫钻板雕得要越深

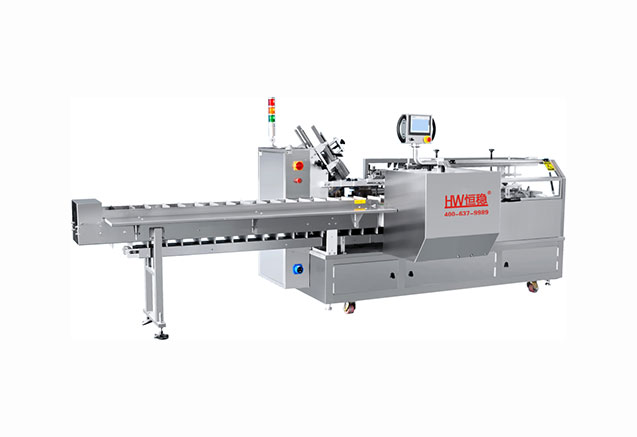
一般要求:1、装盒机应按经规定程序批准的图样及技术文件制造。2、装盒机运转应平稳,运动零、部件动作应灵敏、协调、准确,无卡阻和异常声响。3、装盒机的润滑系统、气路的连接应密封完好,无渗油和漏气现象。4、自动高速分页机价格气动系统安装、安全的相关要求应符合GB/T 7932的规定。性能要求:1、装盒机的生产能力应达到额定生产能力。2、高速分页机价格完成装盒的包装件不应有包装纸盒破损、封盒效果不良现象;被包装物料(或预包装件)及说明有破损、多装、少装或漏装现象;装盒合格率应不小于99%。3、装盒机噪声声压级应不大于80dB(A)。4、装盒机的供料系统缺料、缺盒或说明书缺少时,应报警或停机。
激光机特点有:1.前后方向材料可整张板放进,不需切割。正版微雕激光雕刻软件,功能强大;雕刻切割可以同时进行;提供免费升级服务。2.高速分页机运用zhuanli技术使橡胶版雕刻效果更好,不容易烧糊。特制的金属镜片使聚焦后的激光束更强更细。3.高速分页机价格独特的排风系统有效的保护激光头,使激光头的维护更方便。台湾进口方型直线导轨,寿命可达到20年以上。4.德国技术高细分驱动器,运行速度比单片机要快5倍以上。机械结构优化设计、整机外形尺寸最小、不仅节约您的宝贵空间、而且结构不宜变形切割精度高。5.加工效率高,是手工刻版的10到15倍;精度高,成本低,印刷效果好,360度斜坡雕刻功能,彻底解决印刷难题。

激光喷码机在电子行业使用非常多的。大量的市场占有率真说明了激光喷码机具有很多优势,特别像目前许多元器件和电路板等电子产品都需要标识和编码,通常是打印部件编号、生产日期、入库时间等信息.喷码机实现了自动化生产,不但有效的降低了成本还同时大大的提高了生产效率,所以受到广大厂商的欢迎.适合在干净清洁,低噪音的生产环境下运行.1、喷码清晰、稳定、清洁,自动高速分页机价格符合生产环境洁净的需求.2、喷印的字符最小至0.8毫米,满足微小元件的标识要求。3、可喷印各种中文、英文、数字、简单图形、LOGO等内容.4、喷码机所需墨水、溶剂等耗才,高速分页机确保符合行业准则.5、可与其他电子设备连接如称重仪,PLC等,亦可链接工厂的自动化管理系统.6、可喷印不同颜色的墨水在不同材质的产品或部件表面.

激光机皮革切割和雕刻运用: 皮革主要应用鞋面雕刻、手袋、真皮手套、箱包等等。高速分页机制作工艺有的打小孔,表面勾线或切割图案,工艺要求:勾线表面不发黄,雕出材料底色,真皮切割边缘不发黑,雕刻得要清晰。材料有合成皮革、PU革、PVC人造革、真皮毛料、半成品、和各种皮革面料等等。高速分页机价格雕刻速度具体要看图形大小而定,小图案画线相对速度慢一点,速度在0.8米/分,大图案切割速度在1.5-3米/分,光强在75%,一般皮革都能切穿。真皮切割稍为慢一点,速度在0.4-1.2米/分,光强在60-75%,真皮切割切口处会发黑,空气切割,但切口处会形成氧化层,真皮等要求切口一点不发黑的,很难达到要求;都 必须经过加工,例如切割完了可以用橡皮泥将边缘发黑的沾走。还有切出来有异味,到目前为此,还没有办法解决。对于使用氮气切割需要耗用高压氮气,速度慢,成本高,但切割无氧化层,切割效果好一点。不一样的皮料,选用不一样切割方法,例如人造革打标可以在先湿水再打标,效果更理想。真皮切割表面可以加美纹纸,防止表面发黄;边缘发黑,需要特殊处理。

联系我们 |
关注公众号 |
公司地址 :广州市白云区白云湖街大朗北路十五社自编68号A区一楼
服务热线:400-637-9989
销售咨询:13609782222



