全球智能制造工厂
自动化包装设备服务商
服务热线电话
13609782222

全球智能制造工厂
自动化包装设备服务商
服务热线电话
13609782222

服务热线:400-637-9989
销售咨询:13609782222
技术支持:13922428808
地 址:广州市白云区白云湖街大朗北路十五社自编68号A区一楼

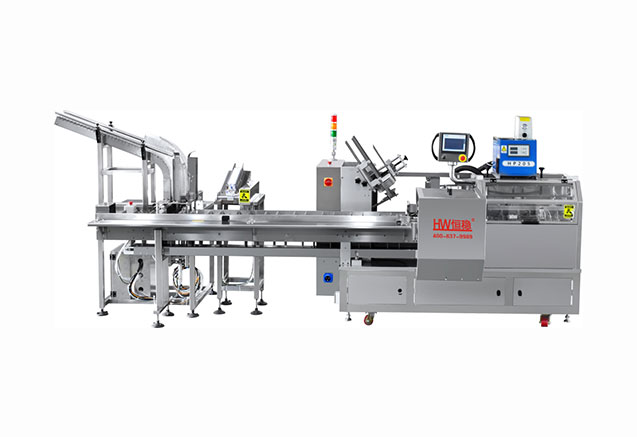
药用装盒机与其他装盒机相比,其特殊点:(1)需插入药品说明书;(2)纸盒宜随机打印生产日期、产品批号、有效期等(如特殊药品的监管码);(3)装盒的计数统计(应符合《药品GMP认证检查评定标准》4703条款中计数发放要求);(4)自动手持喷码机厂家对内包装药品质量检查;(5)能适应换批/次的要求。对其他用途装盒机而言这几个特殊点则不须全部达到。药用装盒机的形式(分类):1)按被包装物进入纸盒的方式可分为卧式与立式。其中,以被包装物水平方向推入纸盒的机型称为卧式,自动手持喷码机厂家被包装物垂直方向进入纸盒的机型称为立式。2)按最终纸盒封合形式可分插舌式、胶粘式、混合式、加标贴、展开式、自锁式等。3)按被包装物的形状可分为板状(如泡罩包装)、瓶状、软管状、异形等。4)按被包装物的规格可分为单件、双件、多件、组合件(如1支抗生素瓶粉针+1支安瓿水针)等。

激光机产地主要有在中国激光机产地有: 山东济南,深圳市、东莞市、苏州市、江阴市、佛山市。在珠三角、长三角及华中地区比较集中。激光机使用常见问题及其解决方法激光强度下降,标记不够清晰 :手持喷码机①激光谐振腔是否变化;手持喷码机厂家微调谐振腔镜片;使输出光斑最好;②声光晶体偏移或者声光电源输出能量偏低;调整声光晶体位置或者加大声光电源工作电流; ③进入振镜的激光偏离中心:调节激光器;④若电流调到20A左右仍感光强不够:氪灯老化,更换新灯。氪灯不能触发:解决方法: ①检查所有的电源连接线;②高压氪灯老化,更换氪灯。
打码机优点:使用简便;电源接通后预热后就可使用;需要耗材包含色带写墨轮;费用低;操作简单;占地面积小;一般小型企业与中型企来使用。打码机缺点:打日期或批号附着力一般,如果用酒精擦试超过十次可能掉色! 容易出现掉烫滴墨。食品袋会不太干净,换日期麻烦,打印内容有限 。相比打码机使用手持喷码机优势有哪些:(1)字迹清晰持久:电脑控制,准确地喷印出所要求的数字、文字。图案和条形码等。(2)自动化程度高:自动实现日期。批次和编号的变更,实现喷印过程的无人操作。(3)应用领域广泛:能与任何生产线匹配。可在塑料、玻璃、纸张、木材、橡胶、金属等多种材料、不同形体的表面喷印商标,出厂日期、说明、批号等。(4)自动手持喷码机厂家编程迅速方便:通过电脑或编辑机输入所要求的数字、文字、图案和行数等信息,修改打印信息,只按数键便可完成。(5)手持喷码机厂家字符大小可调:字体宽度、高度均有合适的范围可调节,也可任意加粗字体。(6)喷印行数可调:喷印行数在1—5行可调,并可任意搭配。(7)喷印速度极快:快可喷印800字符/秒或120米/分。(8)满足特殊需求:用隐形墨水喷印,将隐形信息或防伪识别符完美地喷印于产品上。

激光机应用在布料绣花行业布料切割一般采用高速毁害机CM或者TM系列,一般选用50mm聚焦镜片,单层切割正常速度是5米/分,手持喷码机光强为40%,气泵功率大小 ,手持喷码机厂家蜂窝底板的好坏和平整度,光强的大小 都会影响到布料毁害效果。光强越大,热辐射越大,轻薄会产生缺口。目前切割最大问题是发黄现象,把布料平整的放在蜂窝底板上,开启抽风机,及时抽走烟尘,防止切割时产生的烟尘把布料熏黄,开启空压机,保证吹气郊果,吹走割缝内杂质挥发物和烟尘,吹气使用惰性气体(如氮气)更理想。(1)、普通面料的切割(无纺、涤纶、的确良、丝质、色丁、斜纹等)布料属于轻薄材质,为保证切口效果,我们一般选用50mm聚焦镜片,光斑细、切缝小。开启激光机器外部设备(抽风、吹气),将布料平整地吸附于蜂窝底板上,吹气先用大功率气泵气压缩机。速度:大图形或图形外部曲线平滑部分可以采用较高的速度,以CM机为例,一般在3-10米/分;小图形或图形内部曲线或拐角多的部分采用低速,一般在0.5-3米/分,光强:光强的匹配原则是高速配大光强,低速配小光强,一般调整时光强为30-60;低速时为18-35%,并且要有大小光强差值,一般在5-15%左右,以实现切割直线和曲线加减速时大小光强的匹配。(2)特殊布料的切割(白棉布、无尘布、含PC和塑胶成分布料等)工艺要求:白棉布要求切割不发黄,无尘布切割后不变色、切口不发硬,对于这两种布料,我们要选用50mm聚焦镜,最好是进口射频激光器,以保证光斑的质量和稳定性。开启抽风、吹风(切白棉布时开启空压机),有条件建议使用氮气。速度:1.5-3米/分,光强:20-30%,由于要实现不发黄和切口不变硬的目的,我们要采用中速匹配适当的光强来切割,太快的速度我们必须要提高光强,这样切口会因大光强的高温烧焦而变色或变硬,速度太慢光能在切口停留时候过长,也不能取得理想的效果。就目前的设备和工艺而言,要完美的达到这种工艺要求有一定困难,特别是较厚的白棉面,切口都会有变色,无尘布也会有轻微发硬的出现。

联系我们 |
关注公众号 |
公司地址 :广州市白云区白云湖街大朗北路十五社自编68号A区一楼
服务热线:400-637-9989
销售咨询:13609782222



